Vorteile
- gute Heimwerkerqualität
Nachteile
- Windeisen nicht enthalten
| Gewindebohrer Vergleich | Vergleichssieger | Preis-Leistungs-Sieger | ||||||
|---|---|---|---|---|---|---|---|---|
Abbildung | Highlight | Vergleichssieger  | Preis-Leistungs-Sieger Neu  | Neu  | Highlight | Neu  |  | Neu  |
Modell | Exact 30104 | Ruko 245048RO | Alpen 70800014100 | Ueoto Rillenbohrer Maschinengewindebohrer | BohrCraft 41201410015 | Fippy Tap Bohrer-Set | ||
Zum Angebot | Unser Highlight-Produkt wird ermittelt... | Unser Highlight-Produkt wird ermittelt... | ||||||
Vergleichsergebnis Informationen zur Produktsortierung und Bewertung | Exact 30104 04/2026 | Ruko 245048RO 04/2026 | Alpen 70800014100 04/2026 | Ueoto Rillenbohrer Maschinengewindebohrer 04/2026 | BohrCraft 41201410015 04/2026 | Fippy Tap Bohrer-Set 04/2026 | ||
Kundenwertung bei Amazon | ||||||||
| Preisvergleich | Preisvergleich | Preisvergleich | Preisvergleich | Preisvergleich | Preisvergleich | Preisvergleich | ||
Hand-Gewindebohrer für - und | Maschinen-Gewindebohrer für | Maschinen-Gewindebohrer für | Maschinen-Gewindebohrer für | Maschinen-Gewindebohrer für | Maschinen-Gewindebohrer für | |||
| Gesamtstückzahl | 3 4,57 € pro Stück | 14 4,00 € pro Stück | 14 11,64 € pro Stück | 7 1,98 € pro Stück | 15 3,81 € pro Stück | 5 2,70 € pro Stück | ||
| Gewindebohrer: Qualität & Umfang | 3 Gewindebohrer 3 x M6 (Vor-, Mittel- und Fertigschneider) | 7 Gewindebohrer M3 | M4 | M5 | M6 | M8 | M10 | M12 | 7 Gewindebohrer M3 | M4 | M5 | M6 | M8 | M10 | M12 | 7 Gewindebohrer M3 | M4 | M5 | M6 | M8 | M10 | M12 | 7 Gewindebohrer M3 | M4 | M5 | M6 | M8 | M10 | M12 | 5 Gewindebohrer M3 | M4 | M5 | M6 | M8 | ||
HS-Stahl | HS-Stahl | HS-Stahl | HS-Stahl | HS-Stahl | HS-Stahl | |||
| Betriebsarten Handbetrieb | Maschinenbetrieb | ||||||||
| geeignet für weiche Materialien z. B. Kupfer | ||||||||
| geeignet für harte Materialien z. B. Stahl | ||||||||
| Bohren & Schneiden in einem Arbeitsschritt | ||||||||
| Zubehör & Set | ||||||||
7 Kernlochbohrer 2,5 | 3,3 | 4,2 | 5 | 6,8 | 8,5 | 10,2 mm | 7 Kernlochbohrer 2,5 | 3,3 | 4,2 | 5 | 6,8 | 8,5 | 10,2 mm | |||||||
| inkl. Sortierkasten | ||||||||
| Vorteile |
|
|
|
|
|
| ||
| Weitere Produktinfos | Details ansehen | Details ansehen | Details ansehen | Details ansehen | Details ansehen | Details ansehen | ||
Lieferzeit | Sofort lieferbar | Sofort lieferbar | Sofort lieferbar | Sofort lieferbar | Lieferbar in wenigen Tagen | Sofort lieferbar | ||
Zum Angebot | Unser Highlight-Produkt wird ermittelt... | Unser Highlight-Produkt wird ermittelt... | ||||||
Erhältlich bei |


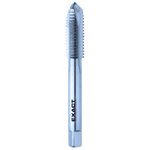
Der Gewindebohrer 30104 von Exact ist ein Set und enthält Vor-, Mittel- und Fertigschneider in der Größe M6. Wir finden es gut, dass in unserem Vergleich von diesem Modell noch viele weitere Größen angeboten werden. Es gilt jedoch zu beachten, dass die Bohrer nur für den Handbetrieb und damit eher für Heimwerker geeignet sind.
| Modell | Exact 30104 |
|---|---|
| Gewindebohrer: Qualität & Umfang | 3 Gewindebohrer |
| Bohrerqualität | ++ |


Der Ruko 245048RO Maschinengewindebohrer-Satz HSS nach DIN 371 kommt als 14-teiliges Set. Wir mögen die Qualität und den Umfang dieses Produkts. Den stabilen Sortierkasten aus Metall bewerten wir als besonders praktisch und die gute Heimwerkerqualität sagt uns zu, sodass verschiedene Projekte umgesetzt werden können.
| Modell | Ruko 245048RO |
|---|---|
| Gewindebohrer: Qualität & Umfang | 7 Gewindebohrer |
| Bohrerqualität | ++ |


Der HSS-E DIN von Alpen hat sieben Gewindebohrer in vielen verschiedenen Größen, wobei die Qualität dieser nicht zu kritisieren ist. Im Übrigen sind sieben Kernlochbohrer im Lieferumfang enthalten. Durch all diese Vorteile wird der hohe Preis definitiv gerechtfertigt.
| Modell | Alpen 70800014100 |
|---|---|
| Gewindebohrer: Qualität & Umfang | 7 Gewindebohrer |
| Bohrerqualität | +++ |


Das Gewindebohrer-Set HSS 6542 von Ueoto besteht aus sieben verschiedenen Maschinengewindebohrern und ordnet sich in das untere Preissegment unseres Vergleichs ein. Uns gefiel zum einen die reibungslose Spanabfuhr und zum anderen die hervorragende Bohrerqualität.
| Modell | Ueoto Rillenbohrer Maschinengewindebohrer |
|---|---|
| Gewindebohrer: Qualität & Umfang | 7 Gewindebohrer |
| Bohrerqualität | +++ |


Mit seiner herausragenden Bohrerqualität kann der BohrCraft 41201410015 Gewindebohrer in unserem Bohrer-Vergleich überzeugen. Das Set beinhaltet sieben Gewindebohrer, die für harte und weiche Materialien geeignet sind, was wir praktisch finden.
| Modell | BohrCraft 41201410015 |
|---|---|
| Gewindebohrer: Qualität & Umfang | 7 Gewindebohrer |
| Bohrerqualität | +++ |


Uns hat besonders die Vielseitigkeit und Anpassungsfähigkeit des Fippy Gewindebohrer Sets mit seinen verschiedenen Größen und dem T-Griff Ratsche Gewindeschneider begeistert. Das Upgrade-Material aus Edelstahl sorgt für Haltbarkeit und Rostbeständigkeit. Der Ratschengewindebohrerschlüssel ermöglicht eine einfache Handhabung, auch in engen Räumen. Dieses Set ist ein großartiges Werkzeug für die Verarbeitung von verschiedenen Materialien und bietet hohe Kompatibilität mit anderen Werkzeugen.
| Modell | Fippy Tap Bohrer-Set |
|---|---|
| Gewindebohrer: Qualität & Umfang | 5 Gewindebohrer |
| Bohrerqualität | +++ |


Das Gewindebohrer-Set von Walfront hat eine Profi-Qualität und ist für weiche Materialien geeignet. Im Vergleich zu anderen Gewindebohrern wird er mit zehn Bohrern geliefert, was uns gut gefallen hat.
| Modell | Walfront 10 stk Gewindebohrer |
|---|---|
| Gewindebohrer: Qualität & Umfang | 10 Gewindebohrer |
| Bohrerqualität | +++ |

Mehr als 50 Millionen Deutsche besaßen 2016 Heimwerker- oder Bohrmaschinen, so eine Umfrage der Arbeitsgemeinschaft Verbrauchs- und Medienanalyse.
Ein Dübelloch in die Wand zu bohren, gehört sicherlich zu einer der häufigsten Anwendungen, für die man eine Bohrmaschine benötigt. In den meisten Fällen ist diese Aufgabe mit einem guten Steinbohrer schnell gelöst.
Häufig werden Gewindebohrer im Kfz-Bereich benötigt, aber auch bei der Reparatur von Fahrrädern kann ein Gewindebohrer nützlich sein. Neben dem kompletten Neubohren von Gewinden nutzt man Gewindebohrer auch zur Gewindereparatur. So können beispielsweise beschädigte Gewindegänge nachgebohrt oder – bei sehr starker Beschädigung – in einem etwas größeren Durchmesser komplett neugebohrt werden. Weniger gebräuchliche Bezeichnungen für Gewindebohrer lauten auch Gewindeschneidbohrer, Schraubbohrer oder auch Mutterbohrer.

Auf diesem Bild sehen wir eine 3er-Packung des Lux-Tools-Gewindebohrers in der Größe M5 aus HSS.
Worauf Sie achten müssen, wenn Sie den für Ihre Anwendungen besten Gewindebohrer kaufen möchten, verraten wir Ihnen in unserem Gewindebohrer-Vergleich 2025. Auch erklären wir Ihnen den Unterschied zwischen einem Gewindebohrer und einem Gewindeschneider und geben Ihnen Tipps, wie Sie einen abgebrochenen Gewindebohrer aus der Wand herausbekommen.

Ein Gewindebohrersatz enthält Gewindebohrer und die dazu passenden Spiralbohrer.
Herkömmliche Spiralbohrer haben glatte Flanken und an ihrer Spitze meist zwei Schneidflächen. Dadurch entstehen glatte Löcher, in die sich etwa Runddübel problemlos einführen lassen.
Gewindebohrer hingegen haben an den Flanken scharfe Zähne. Diese tragen beim Bohren Material von den Seitenwänden des Bohrlochs ab. Dadurch entstehen die Gewindegänge, in die dann eine Schraube geschraubt werden kann. Das entstandene Gewinde nennt man Innengewinde, da es sich im Bohrloch befindet.
Die verschiedenen Gewindebohrer inkl. ihrer jeweiligen Eigenschaften stellen wir Ihnen in der folgenden Kaufberatung vor.
Sie suchen doch etwas anderes? Vielleicht werden Sie bei folgenden Vergleichen fündig:
Es gibt verschiedene Gewindebohrer, die für unterschiedliche Anwendungen geeignet sind. Die folgende Tabelle fasst die Eigenschaften der wichtigsten Gewindebohrer-Typen sowie ihre Vor- und Nachteile zusammen.
| Art | Merkmale |
|---|---|
| Gewindebohrersatz
| Enthält immer drei Gewindebohrer: Vorschneider, Mittelschneider und Fertigschneider. Gewinde werden in drei Stufen Geschnitten: sehr materialschonend. Gewindebohersätze auch für Sacklöcher verfügbar. Gewindebohrer lassen sich in Werkzeughalter einspannen und als Handgewindebohrer nutzen: auch für Einsteiger geeignet. Kernloch muss vorgebohrt werden. Arbeiten mit drei Gewindebohrern ist zeitaufwendig. |
| Einschnittgewindebohrer
| Gewindeschneiden in einem Arbeitsgang möglich: sehr zeitsparend. Kernloch muss vorgebohrt werden. Hoher Widerstand beim Schneiden: nur mit der Bohrmaschine verwendbar. |
Kombi-Gewindebohrer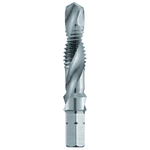 | Bohren, Gewindeschneiden & Senken in einem Arbeitsgang: große Zeitersparnis Nur für Durchgangslöcher geeignet. Hoher Widerstand beim Schneiden: nur mit der Bohrmaschine verwendbar. |

Diese Lux-Tools-Gewindebohrer sind, wie wir hier erkennen können, in verschiedenen Größen erhältlich – unseres Wissens von M2 bis M12.
Die genaue Beschaffenheit von Gewinden ist durch Normen festgelegt. Schrauben mit metrischen Abmessungen sind die Regel. Die wichtigste Kennzahl ist dabei der Außendurchmesser einer Schraube. Diese wird in Millimetern angegeben. Vor diese Angabe wird ein M gesetzt, um die das Gewinde als metrisches Gewinde zu kennzeichnen. M12 bedeutet beispielsweise, dass die Schraube einen Durchmesser von 12 Millimetern hat.
Zu den jeweiligen Schrauben gibt es auch entsprechend dimensionierte Gewindebohrer. Ein Gewindebohrer M2 passt entsprechend zu einer M2-Schraube, ein Gewindebohrer M3 zu einer M-3-Schraube usw. In Gewindebohrer-Sets sind die folgenden Gewindegrößen üblich: M3, M4, M5, M6, M8, M10 und M12.
Zudem gibt es für Spezialisten auch Zoll-Gewindebohrer-Sets, mit denen man Gewinde mit Zollabmessungen bohren kann. Zollgewinde sind besonders im Großbritannien, den Vereinigten Staaten und Kanada verbreitet.
HSS steht für „Hochleistungsschnellarbeitsstahl“.
Ursprünglich leitet sich die Abkürzung vom englischen Begriff „High Speed Steel“ ab, was wörtlich übersetzt „Hochgeschwindigkeitsstahl“ bedeutet.
Gerade Maschinengewindebohrer werden beim Bohren durch die hohe Reibung sehr warm. Dieser Effekt steigert sich, je härter das Material ist, in das Sie ein Gewinde schneiden. Besonders beansprucht werden Gewindebohrer, wenn Sie in Stahl bohren.
Daraus ergeben sich besondere Anforderungen an das Material, aus dem der Bohrer besteht. Der Bohrer-Stahl muss besonders robust und hart sein und auch hohen Temperaturen widerstehen. HS-Stahl erfüllt genau diese Bedingungen. Aus diesem Grund handelt es sich heute bei einem Großteil der Gewindebohrer um HSS-Bohrer.
Während die meisten Hersteller sich lediglich auf die Angabe „HSS“ beschränken, werden einige Hersteller auch konkreter. So steht HSS-R für rollierte Stähle. Beim rollieren handelt es sich um ein Glattwalzverfahren, bei dem der Stahl unter hohem Druck zwischen rotierenden Walzen geformt wird.
Noch hochwertigere Gewindebohrer bestehen aus HHS-G. Diese Bohrer werden durch Schleifen in Form gebracht. Dadurch können noch feinere Toleranzen erzielt werden. Dadurch erhält man maßgenaue aber auch etwas teurere Bohrer.

Diese Lux-Tools-Gewindebohrer sind zum Schneiden von Innengewinden geeignet, wie unseres Erachtens schon an der Form, die tatsächlich einem Bohrer ähnelt, leicht zu erkennen ist.
Profis, die häufig Gewinde schneiden, werden eher zu HHS-G-Bohrern greifen. Für Heimwerker, die nur gelegentliche Gewinde schneiden, reichen rollierte Bohrer in der Regel aus.
Die Vor- und Nachteile von HS-Stahl:

Ein Maschinengewindebohrer-Satz inkl. der passenden Kernbohrer. Die Gewindebohrer passen in das Bohrfutter einer gewöhnlichen Bohrmaschine.
Wenn Zeit für Sie eine wichtige Rolle spielt, raten wir Ihnen zu Maschinenbohrern. Idealerweise verwenden Sie direkt Kombi-Maschinenbohrer in ihrer Bohrmaschine. Damit erledigen Sie Senken, Bohren und Gewindeschneiden in einem Arbeitsgang.
Wenn der Faktor Zeit für Sie eine untergeordnete Rolle spielt, raten wir Ihnen zu Handgewindebohrern. Durch das besonders materialschonende Verfahren erzielen Sie auch eine etwas höhere Präzison, als mit Kombi-Maschinenbohrern.
Durch den Handbetrieb ist diese Verfahren zudem sehr sicher und daher auch sehr gut für Einsteiger geeignet.
Weiche Materialien wie Kunststoffe und weiche Metalle wie Kupfer oder Aluminium sind für Gewindebohrer kein Problem.
Aber auch für harte Materialien wie Stahl eignen sich die schneidfreudigen Bohrer. Je härter das Werkstück ist, desto mehr Power brauchen Sie.
Für besonders harte Stähle benötigen Sie eine Bohrmaschine. Achten Sie darauf, dass Sie diese in einen Bohrständer einspannen. Nur so erreichen Sie ein sauber und gerade verlaufendes Gewinde.

Gewindeschneidsätze enthalten neben den runden Schneideisen und dem dazu passenden Werkzeughalter häufig auch Gewindebohrer.
Gewindeschneider ist der Oberbegriff für Werkzeuge, mit denen man Gewinde herstellen kann.
Ein Gewindebohrer bezeichnet immer einen Bohrer, mit dem man Innengewinde bohrt. Mit einem Schneideisen hingegen schneidet man ein Außengewinde. Damit kann man also auf einem Rundstab ein Gewinde schneiden und erhält somit eine Gewindestange.
Das Hauptwerkzeug eines Gewindeschneidersatzes ist das Schneideisen. Im Zentrum des runden Werkzeugs befindet sich eine mit scharfen Zähnen versehene Bohrung. Nachdem man das Schneideisen in den dazugehörigen Werkzeughalter eingespannt hat, setzt man es auf den Rundstab. Durch gleichmäßiges Drehen an den zwei langen Griffen des Werkzeughalters schneidet man dann das Gewinde in den Stab.
Häufig werden Gewindebohrer und Schneideisen zusammen in sogenannten Gewindeschneider-Sätzen bzw. Gewindeschneider-Sets angeboten. Für besonders kleine Gewinde gibt es auch Mini-Gewindeschneider. Ebenfalls werden Gewindeschneider-Sets für Zoll-Gewinde angeboten. Profis finden zudem auch einen Gewindeschneidsatz für Links-Gewinde.
Das 1918 in Paris gegründete Unternehmen Facom genießt dank seiner Handwerkzeuge, die u. a. im Motorsport beliebt sind, weltweit einen sehr guten Ruf. Unter den meist hochpreisigen Artikeln des Facom-Programms befinden sich auch einige Gewindebohrer.
Das österreichische Unternehmen Alpen ist in Europa der einzige Anbieter von Bohrwerkzeugen, die komplett aus eigener Fertigung stammen. Die Alpen Gewindebohrer zeichnen sich durch eine besonders hohe Qualität aus.
Auch die deutsche Marke Garant setzt ganz auf Premium-Qualität und hat so international schon diverse Preises eingesammelt, darunter der iF Award, der Ret Dot Award oder den German Design Award.
Das 1936 gegründete Wuppertaler Unternehmen Wera produzierte Werkzeuge in einem Design mit hohem Wiedererkennungsgrad. Auch Wera hat Gewindebohrer im Programm.
Weitere bekannte Hersteller von Gewindebohrern sind u. a. Wiha und Hazet.

Das Bohren von Durchgangslöchern mit einem Maschinengewindebohrer.
Die Stiftung Warentest hat zuletzt in der Ausgabe 05/2017 einen Bohrer- und Stichsägen-Test durchgeführt. Einen Gewindebohrer-Test und einen dazugehörigen Gewindebohrer-Testsieger sucht man dort aber leider vergeblich.

Mit einem Werkzeughalter mit Knarre kann man selbst inter beengten Bedingungen ein Gewinde bohren.
Mit einem Gewindebohrersatz oder einem Einschnittgewindebohrer sind zwei Arbeitsschritte zum Bohren eines Gewindelochs nötig. Zuerst bohren sie ein Loch mit glatter Seitenwand. In dieses Loch, auch Kernloch genannt, wird anschließend mit dem Gewindebohrer das Gewinde geschnitten.
Das Kernloch bohren sie mit einem sogenannten Kernlochbohrer. Dabei handelt es sich um gewöhnliche Spiralbohrer, dessen Durchmesser Sie auf den Durchmesser des späteren Gewindes abstimmen müssen.

Die Steigung einer Schraube können Sie auch mit einer Gewindelehre bestimmen.
Da das Kernloch beim Gewindeschneiden erweitert wird, muss das Kernloch immer etwas kleiner als das spätere Gewinde gebohrt werden. Die richtige Größe des Kernbohrers finden Sie, indem Sie vom Schraubendurchmesser die Steigung des Gewindes abzieht. Die Steigung ist der Abstand zwischen zwei Gewindegängen. Die Steigung bestimmt, wie viele Millimeter sich eine Schraube pro Umdrehung eindrehen lässt.
Eine M10-Schraube hat eine Steigung von 1,5 mm. Pro Umdrehung bewegt sie sich also 1,5 mm vor. Ein Kernloch für eine M10-Schraube muss daher einen Durchmesser von 8,5 mm haben.
Falls Sie nicht jedes Mal eine Übersicht der Steigungen zu Rate ziehen möchten, empfehlen wir Ihnen, ein Gewindebohrer-Set zu kaufen, welches die zu den Gewindebohrern passenden Kernbohrer direkt beinhaltet.
Nachdem Sie das Kernloch gebohrt haben, wird als Zwischenschritt mit einem Senker ein kleiner Winkel an der Öffnung des Kernlochs angebracht. Dadurch lässt sich der Gewindebohrer einfacher und exakter einsetzen. Die Größe der Senkung sollte immer 10% größer als der Gewindedurchmesser sein. Bei einem M10-Gewinde verwenden Sie also einen 11-mm-Senker.
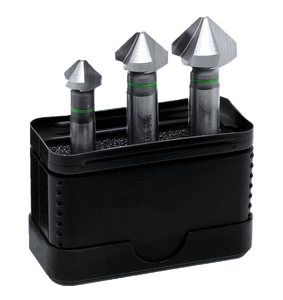
Mit Senkern wie diesen von Alpen wird das Kernloch vorbereitet für den Einsatz des Gewindebohrers.
Anschließend bohren Sie das Gewinde. Ein Gewindebohrersatz enthält immer drei Gewindebohrer: Vorschneider, Mittelschneider und Fertigschneider. Wie die Namen bereits andeuten, trägt jeder Bohrer nur einen Teil des Materials ab. Dadurch muss pro Arbeitsgang weniger Widerstand überwunden werden, als wenn man das gesamte Material direkt auf einen Schlag entfernen würde. Dadurch entsteht auch weniger Reibungswärme, was die Bohrer sowie das Werkstück schont.
Aufgrund des geringen Widerstands können die Gewindebohrer als Handgewindebohrer verwendet werden. Für den Handbetrieb werden die Bohrer in einen Werkzeughalter, das sogenannte Windeisen, eingespannt. Das Windeisen verfügt über zwei lange Griffe zum kraftvollen Drehen des Bohrers.
Eine weitere Variante von Gewindebohrern sind Einschnittgewindebohrer. Mit Einschnittgewindebohrern lässt sich ein Gewinde in einem Arbeitsschritt schneiden. Dabei muss aber ein höherer Widerstand überwunden werden, wodurch sie sich nur für den Einsatz in Kombination mit einer Bohrmaschine eignen. Da Einschnittgewindebohrer in der Praxis wertvolle Zeit sparen, sind sie besonders für Profis interessant.
Verwenden sie beim Bohren von Gewinden immer Gewindeschneidpaste oder Schneidöl. Es verbessert die Gleiteigenschaften des Bohrers im Werkstück und trägt auch zu seiner Kühlung bei.
Benetzen Sie dafür vor Beginn des Bohrvorgangs die Spitze des Bohrers mit etwas Schneidöl.
Das genaue Vorgehen beim Bohren eines Innengewindes zeigt das folgende Video:
» Mehr InformationenGewindebohrer sind zwar hart, dadurch aber auch spröde. Wenn sie beim Eindrehen verkanten, können sie daher leicht abbrechen. Gerade wenn man mit einer Bohrmaschine arbeitet.
Wenn der im Bohrloch verbliebene Rest des Gewindebohrers über das Bohrloch ragt, kann man ihn mit einer Zange greifen und aus dem Bohrloch drehen.
Ist der Gewindebohrer so abgebrochen, dass man beim Blick ins Bohrloch in die Nuten des Bohrers blicken kann, können Sie einen sogenannten Gewindebohrer-Ausdreher verwenden, auch Gewindekrone genannt. Dieser hat Stifte, die in die Nuten reichen.
Sehen Sie hingegen eine geschlossene Fläche beim Blick ins Bohrloch, hilft nur noch ein Gewindebohrer-Ausbohrer. Diese Spezial-Bohrer sind aus einem speziellen Hochleistungsstahl, der zumindest für kurze Zeit in HSS bohren kann.
Spannen Sie Ihre Bohrmaschine beim Ausbohren unbedingt in einen Bohrständer ein. Tragen Sie zu Ihrem eigenen Schutz unbedingt eine Schutzbrille.

Wie wir erfahren, weisen diese Lux-Tools-Gewindebohrer eine Höhe von 53 mm auf.
Gerade in engen oder unzugänglichen Stellen kann für ein normales Windeisen nicht genügend Platz sein, für eine Bohrmaschine erste recht nicht.
In diesen Situationen hilft ein Werkzeughalter mit Ratsche weiter, auch Knarre genannt. Eine Ratsche können Sie jederzeit zurückdrehen, ohne dass sich Ihr Werkzeug mitdreht. So können sie den Bohrer auch bei beengten Verhältnissen vorantreiben.
» Mehr Informationen
Die spitzen Bohrer im Vordergrund eignen sich für Durchgangsgewinde. Die Bohrer mit dem flachen Kopf nutzt man für Sacklöcher.
Ein Sackloch ist ein Loch, welches im Werkstück endet. Das Gegenteil eines Sacklochs ist ein Durchgangsloch. Dieses zieht sich durch das gesamte Werkstück hindurch.
Abhängig davon, ob man ein Innengewinde in ein Sackloch oder ein Durchgangsloch bohren möchte, fällt auch die Wahl des Gewindebohrers aus. Denn für ein sauber geschnittenes Gewinde ist die korrekte Spanabfuhr entscheidend.
Bohrt man ein Sackloch, müssen die Späne nach oben abgeführt werden. Andernfalls würden sie das Bohrloch verstopfen. Bei einem Durchgangsloch können Sie vor der Bohrerspitze nach unten aus dem Loch hinausfallen.
Für Sacklöcher empfehlen wir Ihnen daher einen Gewindebohrer mit rechtsgedrehter Spiralnut. Diese ermöglicht die Abfuhr der Späne oberhalb der Bohrung. Für Durchgangslöcher wählen sie hingegen einen Gewindebohrer mit einem sogenannten Schälanschnitt.
» Mehr InformationenIn diesem YouTube-Video wird ein Gewindebohrer mit integriertem Gewindeschneider von Amazon vorgestellt und ausführlich getestet. Der DIY-Experte zeigt die Funktionalität des Bohrers und gibt Tipps zur Handhabung und Anwendung. Überzeugt euch selbst von der Qualität dieses praktischen Werkzeugs für alle Heimwerker und Profis. #DIY #DoItYourself
In dem Youtube-Video wird gezeigt, wie Gewindebohrer richtig verwendet werden, um Gewinde in Materialien wie Holz, Metall oder Kunststoff zu schneiden. Der Videoersteller erklärt ausführlich die verschiedenen Arten von Gewindebohrern und ihre Verwendungszwecke, sowie Tipps und Tricks zur Auswahl der richtigen Größe und des richtigen Gewindes für bestimmte Anwendungen. Zusätzlich demonstriert er auch die korrekte Technik und Haltung beim Einsatz eines Gewindebohrers, um optimale Ergebnisse zu erzielen.

Philip berät das Team seit 2024 um alles rund um Handwerk und Holz.
Auf dem Kanal "Ideen aus Holz" (@ideen_aus_holz bei Instagram) teilt er seine handwerklichen Projekte rund um Haus und Garten mit seinen Followern.
Philip hat sich vor 8 Jahren eine CNC Fräse komplett selbst gebaut, also konstruiert, gefertigt und gebaut. Damit stellt er seitdem tolle und individuelle Produkte aus Holz her. Außerdem setzt er vom Fliesenlegen bis hin zu Pflaster- und Elektroarbeiten viele verschiedene Projekte ums Haus um. Bisher hat er u.a. eine Werkstatt, ein Mikrozementbad und eine Terasse mit Drainagemörtel umgebaut, Trockenbau und Elektroarbeit umgesetzt sowie eigene Möbel gebaut und gestaltet.
Philip bringt sein technisches und handwerkliches Verständnis zusammen und arbeitet sich auch gern in neue Themen ein.
Der Gewindebohrer-Vergleich ist aus unserer Sicht besonders empfehlenswert für Handwerker.

Ich schreibe seit 2016 regelmäßig Vergleiche, dabei bin ich Experte für alle Baumarkt-Themen. Spannend finde ich es aber auch, mich in ganz neue Themen einzuarbeiten.
Der Gewindebohrer-Vergleich ist aus unserer Sicht besonders empfehlenswert für Handwerker.
Position | Modell | Preis | Gewindebohrer: Qualität & Umfang | Bohrerqualität | Lieferzeit | Angebote |
|---|---|---|---|---|---|---|
Platz 1 | Exact 30104 | ca. 13 € | 3 Gewindebohrer 3 x M6 (Vor-, Mittel- und Fertigschneider) | |||
Platz 2 | Ruko 245048RO | ca. 55 € | 7 Gewindebohrer M3 | M4 | M5 | M6 | M8 | M10 | M12 | |||
Platz 3 | Alpen 70800014100 | ca. 163 € | 7 Gewindebohrer M3 | M4 | M5 | M6 | M8 | M10 | M12 | |||
Platz 4 | Ueoto Rillenbohrer Maschinengewindebohrer | ca. 13 € | 7 Gewindebohrer M3 | M4 | M5 | M6 | M8 | M10 | M12 | |||
Platz 5 | BohrCraft 41201410015 | ca. 57 € | 7 Gewindebohrer M3 | M4 | M5 | M6 | M8 | M10 | M12 |
Spätestens nach 120 Tagen aktualisieren wir jede Rubrik mit neuen Produkten und recherchieren Entwicklungen in den Bestenlisten. Dadurch sind unsere Empfehlungen jederzeit aktuell.
Unsere Tests und Vergleiche sind objektiv und faktenbasiert. Hersteller haben keinen Einfluss auf die Bewertung. Wir sorgen für mehr Transparenz auf dem Markt und fördern so die Produktqualität.
In unseren Tests & Vergleichstabellen nehmen wir nur Produkte auf, die unsere Mindeststandards erfüllen können. So stellen wir sicher, dass Sie aus einer großen Auswahl genau das richtige Produkt für Ihre Anforderungen finden.


Geeignet für weiche Materialien ist unserem Bohrer-Vergleich zufolge der Camtek Titanium Maschinengewindebohrer. Er punktet mit einer sehr hohen Bohrerqualität und wir geben nur zu bedenken, dass kein Kernlochbohrer mitgeliefert wird.
| Modell | Camtek Titanium Maschinengewindebohrer |
|---|---|
| Gewindebohrer: Qualität & Umfang | 7 Gewindebohrer |
| Bohrerqualität | +++ |


| Modell | JTENG Kombi Gewindebohrer, 6 tlg |
|---|---|
| Gewindebohrer: Qualität & Umfang | 6 Gewindebohrer |
| Bohrerqualität | +++ |


Der Jteng-Kombi-Gewindebohrer-Bit-Satz ist eine beeindruckende Kombination aus Funktionalität und Präzision. Mit einem Spiralkegel-Design, das Schäden an Gewinden verhindert, und der Fähigkeit, drei Arbeitsschritte in einem durchzuführen, bietet dieses Set herausragende Vielseitigkeit. Seine hohe Härte und Selbstzentrierspitze machen Vorbohren zudem überflüssig. Dieses Werkzeugset mit sechskantigem Schaft eignet sich daher für Handwerker und Heimwerker, die Präzision und Effizienz bei verschiedenen Arbeiten benötigen.
| Modell | Jteng 2041 |
|---|---|
| Gewindebohrer: Qualität & Umfang | 6 Gewindebohrer |
| Bohrerqualität | + |


Das Newder-eu Kombi-Bohrer-Set eignet sich für Holz, Kunststoff und dünnes Aluminium. Die sechs Gewindebohrer mit hoher Bohrerqualität überzeugen uns im Vergleich. Sie besitzen eine selbstzentrierende Punktfunktion und sind mit einer schnell austauschbaren Verbundmembran ausgestattet. Bei hartem Metall sollten sie jedoch nicht verwendet werden.
| Modell | Newder-eu Kombi Bohrer Gewindebohrer |
|---|---|
| Gewindebohrer: Qualität & Umfang | 6 Gewindebohrer |
| Bohrerqualität | +++ |


Das Newder-eu-Kombi-Bohrer-Set ist die Quintessenz präziser Bohrtechnologie, die uns beeindruckt hat. Dieser Bohrer verkörpert nicht nur Effizienz, sondern auch Vielseitigkeit in seiner Anwendung. Das Design ermöglicht zudem exakte Bohrungen und auch Gewindeschneiden und Entgraten, eine wahre All-in-One-Lösung. Für Heimwerker mit hohen Ansprüchen an Genauigkeit und Effizienz ist dieses Set daher eine Investition, die die Grenzen des Handwerks neu definiert.
| Modell | Newder-eu Kombi-Bohrer |
|---|---|
| Gewindebohrer: Qualität & Umfang | 6 Gewindebohrer |
| Bohrerqualität | +++ |


Die Qibaok 010 Gewindebohrer bietet sechs Bohrer im Set und sind pro Stück vergleichsweise günstig. Sie haben allerdings nur eine einfache Heimwerkerqualität, was für Profis unpassend sein kann.
| Modell | Qibaok 010 |
|---|---|
| Gewindebohrer: Qualität & Umfang | 6 Gewindebohrer |
| Bohrerqualität | + |


| Modell | Supberc Metrischer Gewindebohrer |
|---|---|
| Gewindebohrer: Qualität & Umfang | 6 Gewindebohrer |
| Bohrerqualität | +++ |
Tischbohrmaschinen sind Präzisionswerkzeuge, die aus einem kleinen Bohrtisch, einer Bohrsäule und einer eingebauten Bohrmaschine bestehe ...
Zum VergleichGute und leistungsstarke Bohrhämmer sollten wenigstens zwei Joule aufweisen, damit auch besonders harte Wände in Neubauten kein Problem ...
Zum VergleichDie Bohrmaschine ist ein praktisches Werkzeug für jeden Haushalt, mit dem Löcher in Wände, Holz oder Metall gebohrt werden können. Der w ...
Zum VergleichMetallbohrer bohren in Aluminium, Eisen, Kupfer, Messing und Stahl. Aber sie eignen sich auch für Kunststoffe. Gefräste Bohrer sind f ...
Zum VergleichBohrhämmer sind stärker als die weit verbreiteten Schlagbohrmaschinen. Sie werden insbesondere bei der Arbeit in Neubauten benötigt, die ...
Zum VergleichDer maximale Durchmesser der Bohrlöcher ist nicht nur in den verschiedenen Kernbohrgeräte-Tests im Internet ein wichtiger Aspekt, er sag ...
Zum VergleichIhren Namen haben die SDS-Max-Bohrhämmer von dem Bohrerschaftsystem, das es erlaubt, die Aufsätze von Schlagbohrern schnell und ohne Wer ...
Zum VergleichFliesen sind zumeist sehr empfindlich. Nicht selten splittern sie beim Bohren ab oder zerspringen sogar. Um dem vorzubeugen, lohnt sich ...
Zum VergleichBohrhämmer sind der stärkste Typ Bohrmaschine, da sie ein eigenes Schlagwerk besitzen. Auch besonders harte Wände in Neubauten können Si ...
Zum VergleichEin vernünftiges Bohrer-Set enthält Holzbohrer, Steinbohrer und Metallbohrer. Oftmals sind zusätzlich Bits enthalten. Auch verschiede ...
Zum VergleichSteinbohrer sind Aufsätze für Bohrmaschinen, um Löcher in Wänden für Dübel vorzubereiten. Die unterschiedlichen Typen richten sich nach ...
Zum VergleichBohrhämmer von Bosch Professional sind sowohl bei privaten als auch bei gewerblichen Nutzern besonders beliebt und gelten als leistungss ...
Zum VergleichSDS-Plus bezeichnet eine spezielle Bohrerschaft-Art. Diese passt nur in spezielle SDS-Plus-Bohrfutter, da im Schaft unterschiedliche Ver ...
Zum VergleichEin Bohrhammer kann vielseitig eingesetzt werden und ist im Vergleich zu einer Schlagbohrmaschine deutlich leistungsstärker und für fast ...
Zum VergleichWo eine normale Bohrmaschine an ihre Grenzen kommt, folgt der Griff zum Bohrhammer. Mit einem Bohrhammer von Einhell gelingt es Ihnen, n ...
Zum Vergleich


























Habe ich das jetzt richtig verstanden, dass Gewindeschneider Schneideisen und Gewindebohrer sind?
Lieber Herr Müller,
vielen Dank für Ihre Frage.
Genau, sowohl Schneideisen als auch Gewindebohrer sind Werkzeuge, um Gewinde herzustellen. Oft werden beide Werkzeuge zusammen in einem sogenannten Gewindeschneider-Satz angeboten.
Weiterhin gutes Gelingen,
Ihr Vergleich.org-Team